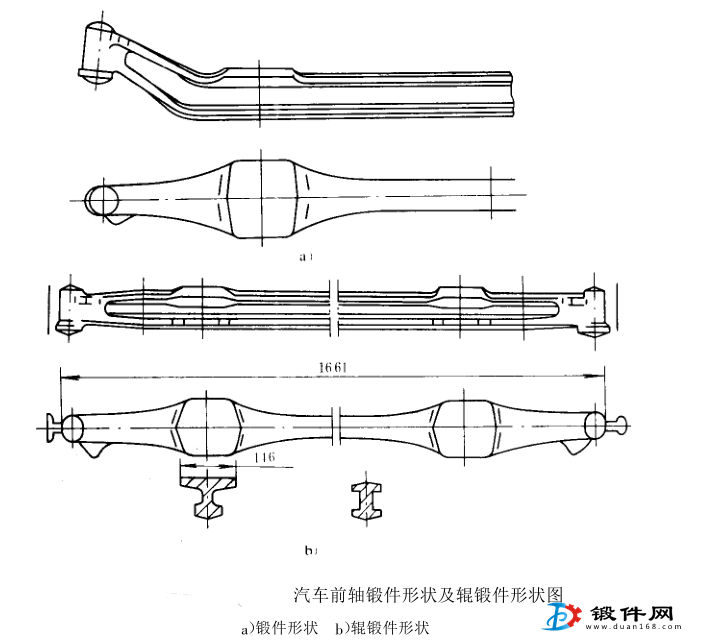
前軸是汽車上承受載荷較大的重要零件之一,要求具有較高的剛度、強(qiáng)度和疲勞壽命。
目前在國(guó)外廣泛應(yīng)用輥鍛制坯,模鍛成形,投資很大。國(guó)內(nèi)除采用輥鍛制坯、在熱模鍛壓機(jī)上成形外,某些中、小廠采用自由鍛制坯,在摩擦壓機(jī)上模鍛或胎模鍛成形的工藝,生產(chǎn)效率低、勞動(dòng)強(qiáng)度大,鍛件
質(zhì)量差。
為保證前軸鍛件質(zhì)量,分析其形狀特點(diǎn)與成形輥鍛的工藝,表明存在如下一些要解決的問(wèn)題。
1、不均勻變形
前鉆鍛件主軸線較長(zhǎng)區(qū)段兩側(cè)截面的形狀是不對(duì)稱的,因而輥鍛變形時(shí)該段左右兩側(cè)將有較大的不均勻變形,使未進(jìn)入變形區(qū)的毛坯左右偏擺,已變形的毛坯水平彎曲,前者導(dǎo)致出現(xiàn)刮傷、折疊、甚至不能充滿型槽,后者將使輥出毛坯無(wú)法進(jìn)入下道次的輥鍛型槽。
2、大展寬變形量
根據(jù)輥鍛變形的特點(diǎn),不能使前軸限位塊和彈簧座工字型截面一側(cè)的長(zhǎng)腿在深而窄的型槽中良好成形。為此,必須在制坯的道型槽中就使此部位有很大的寬展量并考慮到后兩道輥鍛型槽中被拉縮的減小值,才能保證此兩部位要求的尺寸。
3、毛坯與型槽的對(duì)中性及長(zhǎng)度控制
多道次成形輥鍛工藝中,各道次毛坯在縱向上的不同部分能否準(zhǔn)確進(jìn)入相應(yīng)型槽是鍛件各部分成形良好的關(guān)鍵,特別是展開(kāi)長(zhǎng)度很大的前軸輥鍛件,在生產(chǎn)條件下的延伸和前滑波動(dòng)值又較大,妥善解決這個(gè)問(wèn)題就更顯得重要。
4、毛坯咬入及前壁難成形區(qū)的成形
鍛件兩端的圓柱形拳頭用一般選料和咬入方式難以保證既能順利咬入,又使拳頭良好成形。
針對(duì)上述問(wèn)題,可在工藝和模具設(shè)計(jì)上、送料方式和送料裝置上采取一些相應(yīng)的解決措施。
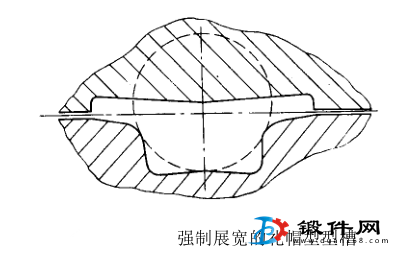
(1)解決大展寬量與不均勻變形的措施
設(shè)計(jì)道制坯型槽時(shí),在某些區(qū)段上采用如圖 & ’ ( ’ #) 的特殊型槽一禮帽型并在型槽上模面開(kāi)設(shè)相互交叉的阻力槽等強(qiáng)制展寬的措施,以獲得要求的大寬展量。為減小不均勻變形,設(shè)計(jì)道型槽與第二道型槽及第二道型槽與第三道型槽間尺寸配合上除考慮充滿成形需要外,各相應(yīng)配合截面上每個(gè)部分壓下量之差異應(yīng)盡可能小,并利用金屬高溫塑性,在送料端采用強(qiáng)制導(dǎo)向裝置克服毛坯的偏擺與水平彎曲。
(2)解決毛坯與型槽對(duì)中性的措施
設(shè)計(jì)毛坯縱向截面時(shí),其形狀和尺寸應(yīng)使毛坯對(duì)下一道型槽縱向截面相應(yīng)地對(duì)中有較大的適應(yīng)性,即使某些縱向突變截面處,毛坯與型槽對(duì)中上稍有誤差也能充滿成形,不致產(chǎn)生刮傷缺陷。利用改變送料方向變換前后壁的原理,在第二道輥鍛型槽的后端將毛坯一端的拳頭預(yù)先成形,然后將毛坯調(diào)頭送入第三道型槽的后端成形另一端拳頭。
(3)控制鍛件長(zhǎng)度的措施
前滑是影響鍛件長(zhǎng)度波動(dòng)的主要原因,輥鍛時(shí),要盡量控制加熱溫度并適應(yīng)模具表面狀態(tài)的變化及時(shí)調(diào)節(jié)水劑石墨潤(rùn)滑劑的濃度。將前滑控制在較小范圍內(nèi),并有意識(shí)地將前軸中間對(duì)稱工字型截面的自由前滑區(qū)段的長(zhǎng)度設(shè)計(jì)短些,然后在彎形一限位定長(zhǎng)裝置上彎曲,拉伸,限位定長(zhǎng),完全達(dá)到鍛件圖的要求。
前軸鍛件兩端拳頭既深而窄,長(zhǎng)度又小的限位塊的尺寸成形即使基本達(dá)到要求,也會(huì)因輥鍛中可能發(fā)生的畸變,使其外形及尺寸與型槽尺寸不盡相符。為此,輥鍛后還要對(duì)兩端拳頭到限位塊區(qū)段作小范圍的局部整形,以達(dá)到工藝要求的幾何尺寸。
上述存在的問(wèn)題及解決措施,已經(jīng)實(shí)驗(yàn)驗(yàn)證,并在生產(chǎn)中收到良好的效果。






